自动分拣控制系统是现代工业生产中的重要组成部分,其设计与实现能够极大地提升生产效率与准确性,减少人力需求。基于西门子PLC 1200的产品自动分拣控制系统是一个典型的自动化控制系统示例,它利用各种传感器技术来识别不同物料,并通过PLC编程控制气缸等执行机构实现物料的分类处理。
系统概述中提到的自动分拣装置,包括了入口光电传感器、电感式传感器、电容式传感器等,这些传感器能够在物料经过时提供精确的检测信号。其中,入口光电传感器用于检测物块是否进入分拣装置,而电感式传感器和电容式传感器则分别用于区分金属与非金属物料。
电感式传感器工作原理基于涡流效应,当金属物块接近传感器感应头时,会在金属物块内部产生涡流,涡流对传感器振荡能力的影响会导致传感器内部状态发生变化,从而识别出金属物块。而电容式传感器的工作原理是利用两个极板(一个由物料构成,另一个为测量头)之间的电容变化来检测物体的存在,无论该物体是否为金属。
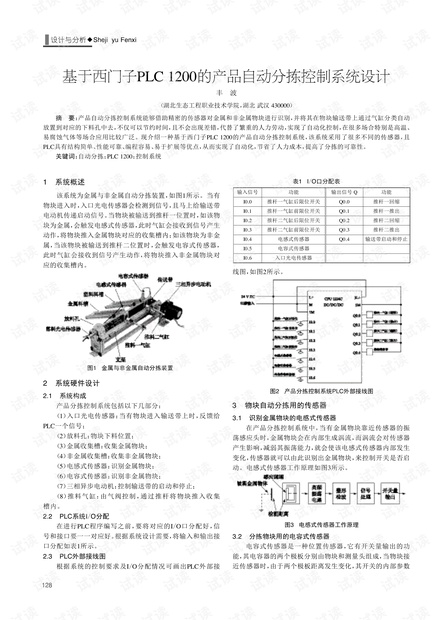
PLC系统I/O分配是整个控制系统中的关键环节,它涉及到输入信号与输出信号的精确匹配,确保系统能够正确响应外部环境的变化。例如,推杆气缸的前后限位开关信号用于指示气缸的活动范围,而电感式传感器和电容式传感器的信号则用来识别物料的材质,最终控制气缸的动作。
系统的硬件设计部分还涉及到PLC的外部接线,这需要根据控制要求和I/O分配情况来设计。图示中的输入输出分配表和PLC外部接线图能够直观地展示系统的设计结构和工作流程。
软件设计方面,系统程序设计应遵循自动分拣的逻辑顺序,确保物料能够被正确分类。从图5程序流程图中可以看到,整个自动分拣流程涉及到信号的采集、判断、执行等步骤,每个步骤都至关重要。
系统软件设计的另一个关键点是控制算法的编写,这决定了分拣系统的效率和可靠性。在实际应用中,如果能够集成颜色识别和形状识别功能,系统的自动化程度和应用范围都将得到显著提升。
在参考文献部分,提供了相关的研究和应用背景,例如气动包装机械的计算机控制方法、PLC技术在电气工程自动化控制中的应用等,这些都是研究自动分拣控制系统时重要的参考资源。通过阅读这些文献,可以更深入地了解自动分拣技术的发展历程和应用实例。
总体而言,一个基于西门子PLC 1200的产品自动分拣控制系统,通过使用传感器技术和可编程逻辑控制器,实现了物料的自动识别和分类,提高了工业生产的自动化水平。该系统不仅能够节省人力成本,还能减少因人为操作错误而产生的损失,尤其适合在高温、易腐蚀气体等特殊环境下使用。未来,通过不断的技术升级与功能扩展,自动分拣系统将变得更加智能和高效。


















- 1
- 2
前往页