本文介绍了基于PLC(可编程逻辑控制器)和组态王软件的自动配料及传送系统的设计。以下是对文档内容的知识点梳理:
1. 饲料生产配料传送系统的现状与问题:
- 现有的小型饲料厂在配料过程中存在配料精度不高、自动化程度低、错误率高的问题。
- 手动配料方式需要根据生产要求计算物料配比,生产要求变化时,需要重新计算配比,影响效率且容易出错。
2. PLC控制系统的优势:
- PLC将计算机技术和自动控制技术结合,适合恶劣的工业环境,具有高可靠性。
- PLC适用于自动配料及传送系统的控制,能够有效解决人工操作的问题,提高经济效益。
3. 组态王软件的作用:
- 组态软件能够实现生产与操作的自动控制,形成良好人机界面。
- 与PLC配合,可以简化编程,实现系统的组态监控、报警设置以及参数设置。
4. 系统设计概述:
- 系统采用PC机作为上位机,PLC作为下位机。
- 上位机负责组态监控、报警设置和参数设置;下位机负责电机启停控制、仓门开关控制和质量信号检测。
5. 系统工艺过程及控制要求:
- 系统启动后,配料装置自动进行配料,并通过传送带将物料装车。
- 完成装车后,系统自动关闭。
- 控制要求包括能够自动关闭整个系统,并具有自动识别货车位置的能力。
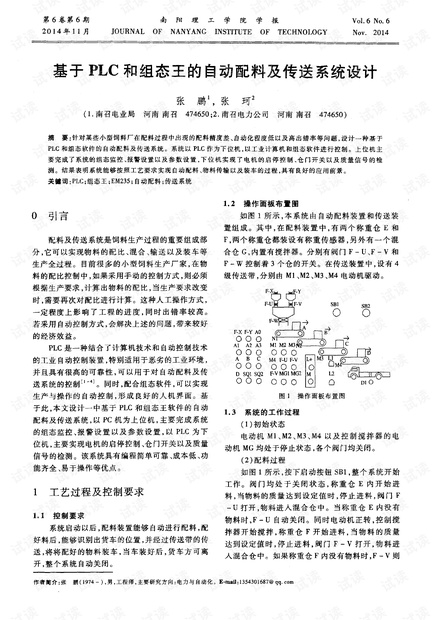
6. 操作面板布置和系统工作过程:
- 系统由自动配料装置和传送装置组成。
- 配料装置包括两个称重仓和一个混合仓,分别装有称重传感器和搅拌器,以及相关的阀门和电机。
- 传送装置由四级传送带和相应的电动机组成。
- 系统工作过程包括初始状态、配料过程、传送过程和停机过程,每个过程都有明确的操作逻辑和时间控制。
7. 自动配料及传送系统的工作流程:
- 初始状态:所有电动机和阀门关闭。
- 配料过程:启动按钮被按下后,开始配料工作,达到设定质量后停止进料,并进行物料混合。
- 传送过程:混合后的物料通过传送带输送到货车,期间有绿灯和红灯指示,以及时间间隔控制电机的启动顺序。
- 停机过程:停止按钮被按下后,系统所有操作停止。
8. 系统的性能和应用前景:
- 系统能够按照工艺要求实现自动配料、物料传输和装车。
- 该系统具有编程简单可靠、成本低、功能齐全和易于操作等优点。
以上知识点总结了该文档的内容,涵盖了基于PLC和组态王软件的自动配料及传送系统的背景、设计、工作原理、控制过程和性能特点。这些内容对于设计和实施自动化配料及传送系统提供了重要的参考价值。